工業用ブラシ | ねじりブラシ
ねじりブラシ

家庭内でもたわし・コップ洗いブラシ・マスカラの先など
普段、日常的に無意識で使用しているブラシの多くはねじりブラシです。
2本または4本の針金の間に毛を挟み、捻りあげたブラシをねじりブラシといいます。
適量のブラシ毛材が植毛されています。
普段、日常的に無意識で使用しているブラシの多くはねじりブラシです。
2本または4本の針金の間に毛を挟み、捻りあげたブラシをねじりブラシといいます。
適量のブラシ毛材が植毛されています。
工業用ブラシでも植え込みねじりブラシは多く取り扱われています。
個体製品として、工業用部品として、製造現場の使用部品として、作業道具として多くのねじりブラシが使用されています。
個体製品として、工業用部品として、製造現場の使用部品として、作業道具として多くのねじりブラシが使用されています。
「ねじりブラシでできること」
- 工業用製品をピカピカに綺麗にしたい。
- 工業用製品のバリを取ったり、異物を除去したい。
- 工業製品を削りたい。研磨したい。。
-
ブラシで汚れやサビを除きたい。
「ねじりブラシ」の特徴
小径の内径をブラッシングするにはねじりブラシしかありません。
工業用ネジリブラシは芯ブレをおこさないようシャンク(掴み部)を付けます。
工業用ネジリブラシは芯ブレをおこさないようシャンク(掴み部)を付けます。
ねじり形式は3種類になります。
シングル巻き(S/S巻き)は2本の線で捻った一般的なねじり形式になります。
ダブルシングル巻き(W/S)は2本づつの線でシングル巻きにしたねじり形状になります。
通常の2本のシングル巻きに比べ合計4本の線で捻るため芯が強固になり、
金属線や研磨剤ナイロンなどを使用した研磨・バリ取り向きになります。
ダブルスパイラル巻き(W/W)は4本の線にて捻ったねじり形状になります。
4本の線の間に全てブラシ毛材が挟みこまれるために最も密度が高くなります。
ダブルスパイラル巻きも金属線や研磨剤ナイロンなどを使用した研磨・バリ取り向きになります。
シングル巻き(S/S巻き)は2本の線で捻った一般的なねじり形式になります。
ダブルシングル巻き(W/S)は2本づつの線でシングル巻きにしたねじり形状になります。
通常の2本のシングル巻きに比べ合計4本の線で捻るため芯が強固になり、
金属線や研磨剤ナイロンなどを使用した研磨・バリ取り向きになります。
ダブルスパイラル巻き(W/W)は4本の線にて捻ったねじり形状になります。
4本の線の間に全てブラシ毛材が挟みこまれるために最も密度が高くなります。
ダブルスパイラル巻きも金属線や研磨剤ナイロンなどを使用した研磨・バリ取り向きになります。
注意点
過度のねじり込み圧力を要求される場合がありますが・・・
却ってねじり込み圧力が強すぎてブラシ毛材の切れの原因になってしいます。
毛切れは脱毛の一種で、最悪の場合連鎖的にごっそり毛が抜けてしまいます。
弊社は脱毛現象を避けるため、適切な圧力での植毛条件にてねじりブラシの製作を
お願いしています。ご理解のほどよろしくお願いいたします。
特に細い線径のブラシ毛材は要注意です。
却ってねじり込み圧力が強すぎてブラシ毛材の切れの原因になってしいます。
毛切れは脱毛の一種で、最悪の場合連鎖的にごっそり毛が抜けてしまいます。
弊社は脱毛現象を避けるため、適切な圧力での植毛条件にてねじりブラシの製作を
お願いしています。ご理解のほどよろしくお願いいたします。
特に細い線径のブラシ毛材は要注意です。
製品例
たわしができるまで

先ず細長いねじりブラシを作ります。その後、曲げ加工をし、曲げたブラシ部分の丸みをもたせます。最後にブラシを曲げたねじりブラシの反発力を強制的におさえこみます。その方法として麻ひもなどで食い込むようにしばりあげます。
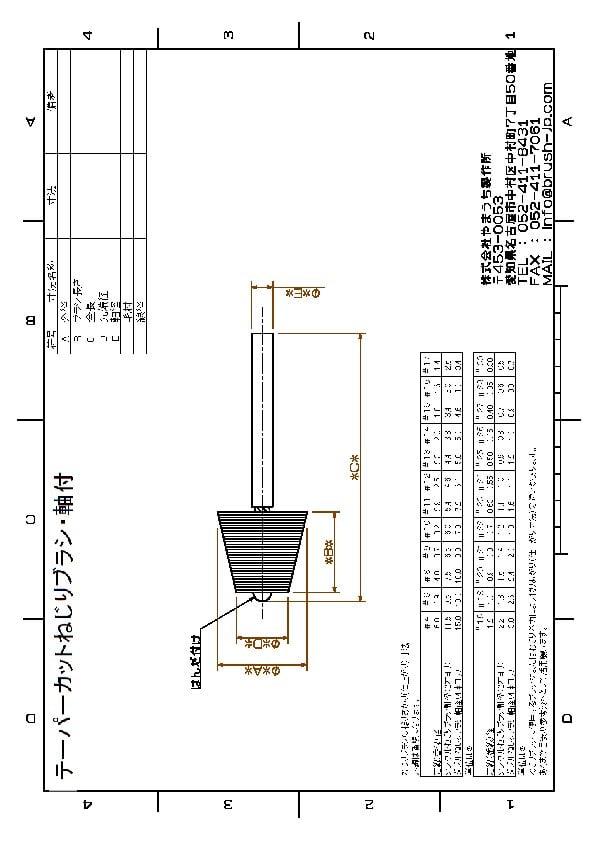
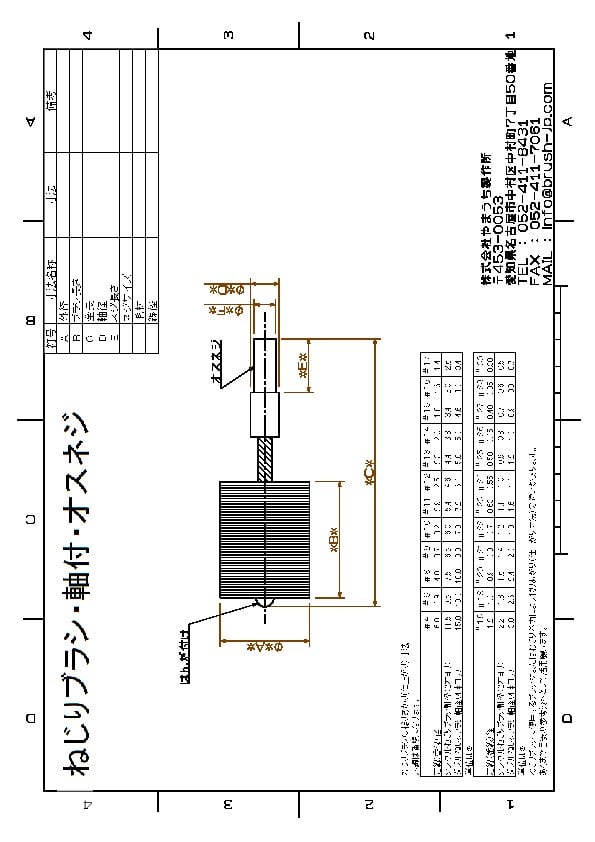
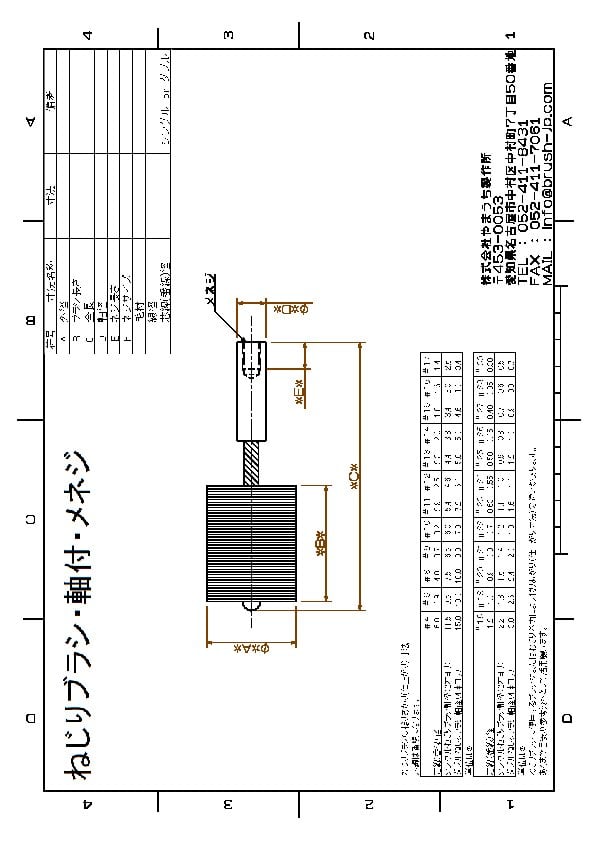
ねじりブラシの捻りあがり(仕上がり)寸法
芯線は番線になります。
芯線(番線)径
| シングルねじりブラシ軸径
(2本ヨリ)
| ダブルねじりブラシ軸径
(4本ヨリ)
| |
#4
| 6.0
| 11.5
| 15.0
|
#6
| 4.9
| 9.5
| 13.0
|
#8
| 4.0
| 7.5
| 10.0
|
#9
| 3.7
| 6.5
| 8.8
|
#10
| 3.2
| 6.0
| 7.8
|
#11
| 2.9
| 5.4
| 7.2
|
#12
| 2.5
| 4.6
| 6.4
|
#13
| 2.3
| 4.4
| 5.8
|
#14
| 2.0
| 3.8
| 5.0
|
#15
| 1.8
| 3.4
| 4.6
|
#16
| 1.6
| 3.0
| 4.0
|
#17
| 1.4
| 2.6
| 3.4
|
芯線(番線)径
| シングルねじりブラシ軸径
(2本ヨリ)
| ダブルねじりブラシ軸径
(4本ヨリ)
| |
#18
| 1.2
| 2.2
| 3.0
|
#19
| 1.0
| 1.8
| 2.6
|
#20
| 0.9
| 1.6
| 2.4
|
#21
| 0.8
| 1.4
| 2.0
|
#22
| 0.7
| 1.2
| 1.8
|
#23
| 0.63
| 1.1
| 1.6
|
#24
| 0.55
| 1.0
| 1.4
|
#25
| 0.50
| 0.9
| 1.2
|
#26
| 0.45
| 0.8
| 1.0
|
#27
| 0.40
| 0.7
| 0.9
|
#28
| 0.35
| 0.6
| 0.8
|
#30
| 0.30
| 0.5
| 0.7
|
ねじりブラシ先端加工例

ねじりブラシの通常の先端加工です。
何も加工指示がなければ軸芯を切ったままの状態になります。
加工範囲は軸芯の切断面をサンダーやグラインダーで鋭利角を落とす程度になります。

ねじりブラシの先端Uターン加工型です。
フック側ギリギリまでブラシ毛材を寄せて小さなフックでねじり上げます。
ねじり上げる軸芯の太さに制限があります。

ねじりブラシの先端先付け型です。
先端を切りっぱなしで軸芯が剥き出したままの状態を避けた形になります。
先端をワイヤーやナイロン糸などで縛りあげ、軸芯を覆い隠すことによりブラッシング対象物にキズをつけない効果があります。

ねじりブラシの先端エポキシ付き型です。
ねじりブラシのカットした軸芯の上にエポキシを付け、ブラッシング対象物にキズを付けない利点があります。
但し、接触する回数が多い使用方法によっては先端の樹脂玉が取れてしまう可能性はあります。

ねじりブラシの先端曲げ加工型です。
切断した状態のねじりブラシの先端ごと逆側に強引に折り曲げて、その軸芯をR形状にする加工です。
曲げ加工により鋭利な軸芯部は隠れてしまいます。

ねじりブラシの先端ハンダ付け型です。
ねじりブラシ先端加工では最も採用される形状です。
シングルねじりブラシでもダブルねじりブラシでも先端のキズを防ぐと同時にねじり上げた芯線がほぐれて脱毛するのを防止する効果があります。

Uターン型ねじりブラシの番線違いを並べてみました。
番線規格は数字が大きくなるほどワイヤー線径は細くなります。
右側が#16(番線)ワイヤー径1.6φ・ねじりあがり3.0φ
左側が#17(番線)ワイヤー径1.4φ・ねじりあがり2.6φになります。
また軸芯が太いほどブラシ毛材のピッチ間は広がります。
図面ダウンロード
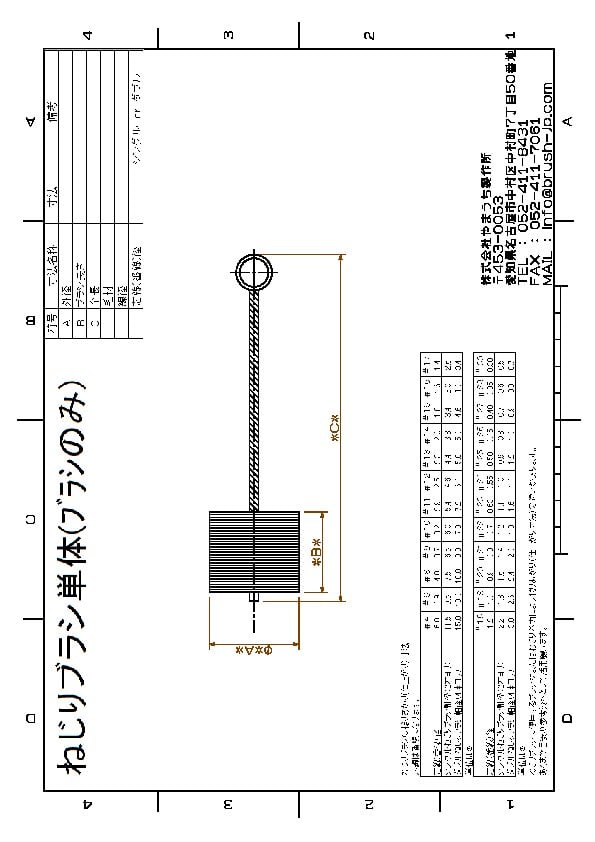
47ねじりブラシ単体(ブラシのみ)・参考図面
 |
|
(2017-08-29・25KB) |

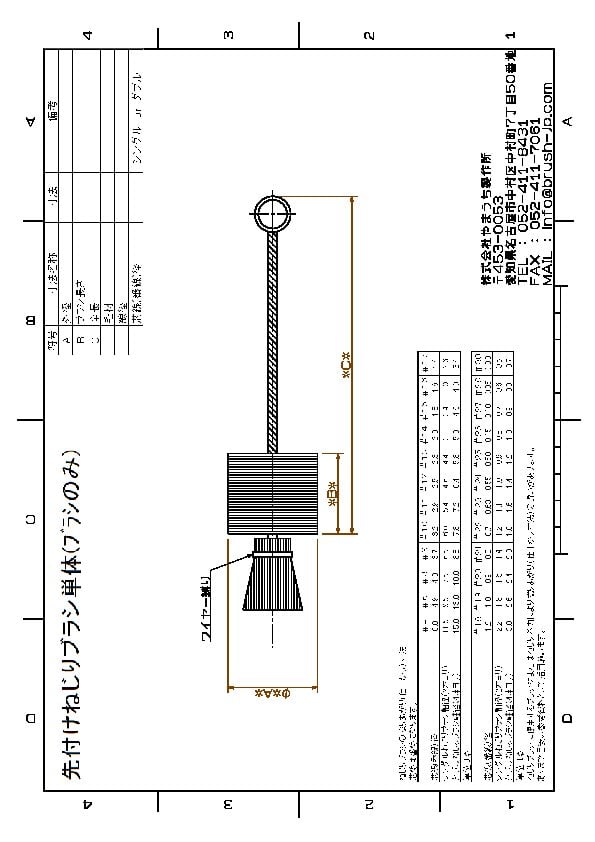
48先付けねじりブラシ単体(ブラシのみ)・参考図面
 |
|
(2017-08-29・25KB) |
49段カットねじりブラシ単体(ブラシのみ)・参考図面
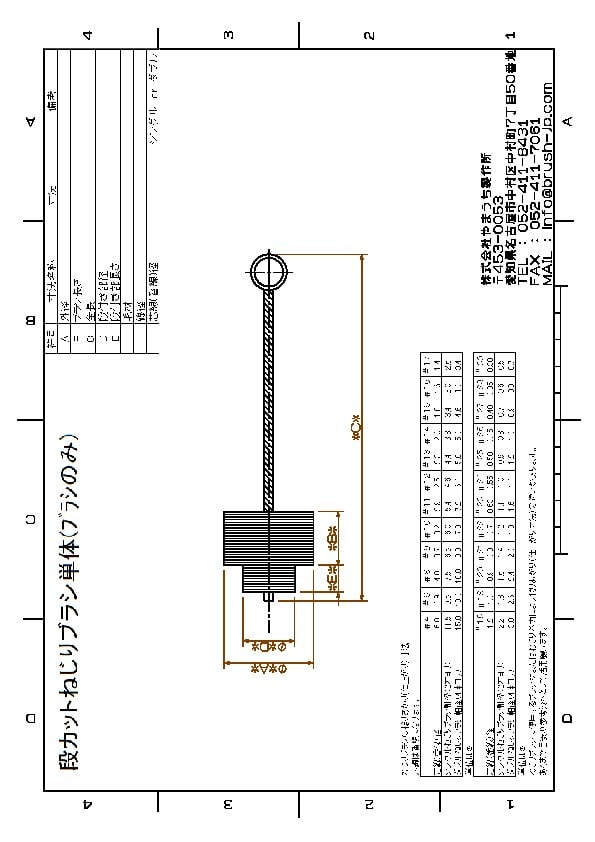 |
|
(2017-08-29・25KB) |
50テーパーカットねじりブラシ単体(ブラシのみ)・参考図面
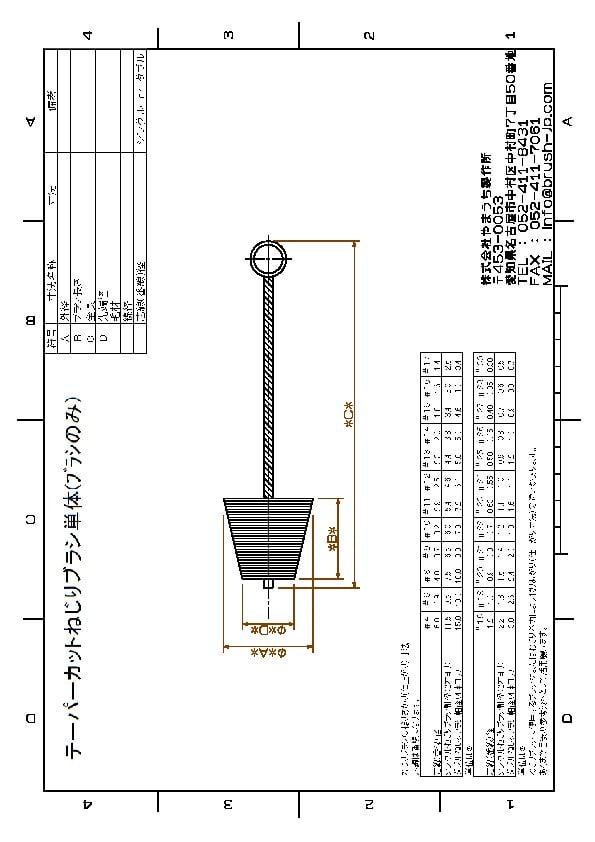 |
|
(2017-08-29・25KB) |
51ねじりブラシ・軸付(シャンク付)・参考図面
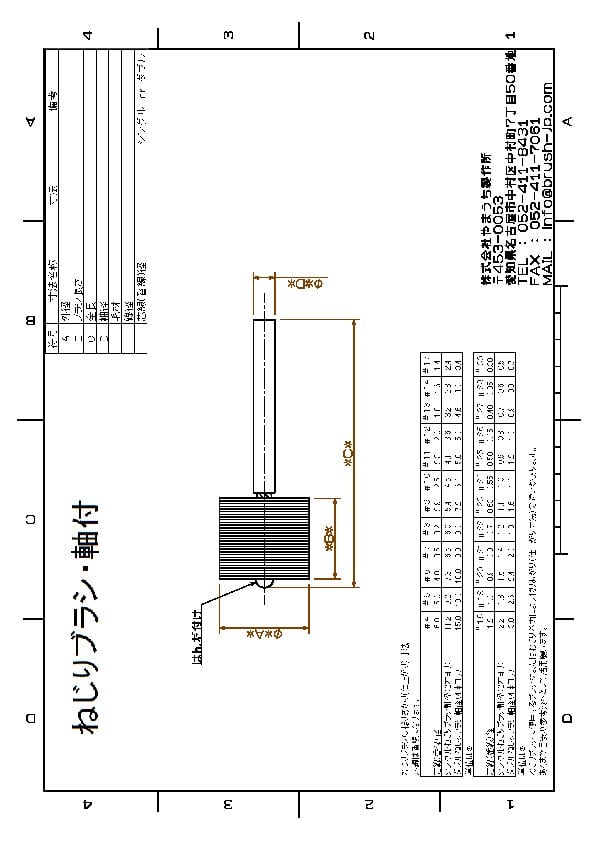 |
|
(2017-08-29・23KB) |
52段カットねじりブラシ・軸付(シャンク付)・参考図面
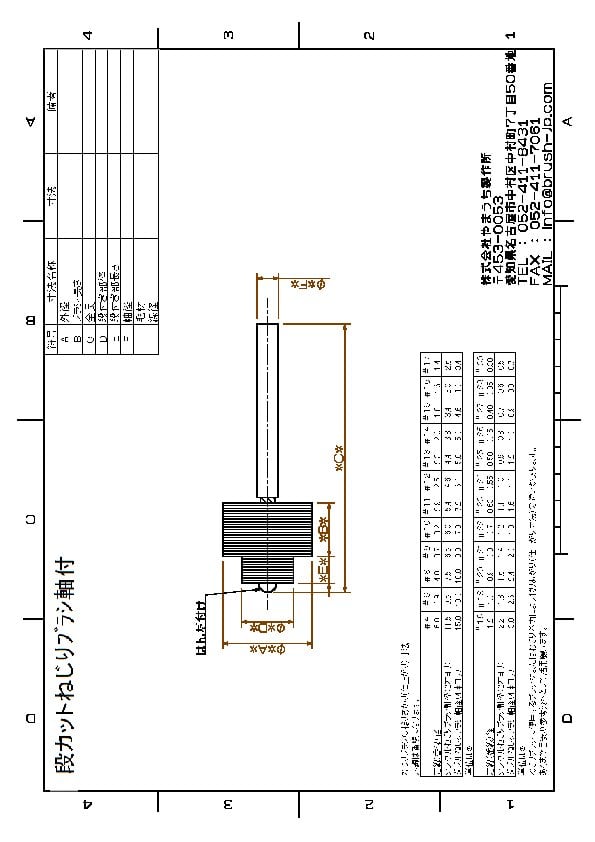 |
|
(2017-08-29・23KB) |
53テーパーカットねじりブラシ・軸付(シャンク付)・参考図面
 |
|
(2017-08-29・23KB) |
54ねじりブラシ・軸付(シャンク付)オスネジ加工付・参考図面
 |
|
(2017-08-29・25KB) |
55ねじりブラシ・軸付(シャンク付)メスネジ加工付・参考図面
 |
|
(2017-08-29・24KB) |